KONTROL AŞAMALARI
- Üretimin kontrolü ham madde ve yardımcı malzemelerin tedarik edilme süreci itibariyle başlamaktadır.
- Satın alınan ürünlerin doğrulama faaliyetleri satın alma teknik şartnameleri ve kalite planı doğrultusunda gerçekleştirilir.
- Tedarik edilen ham madde ve yardımcı malzemelerden, maksimum hata minimum örnekleme yöntemiyle lot/parti/seri numaralarına göre numuneler alınır.
- Alınan numuneler belirtilen kalite standartlarına göre kontrol edilir.
- ESEN PLASTİK A.Ş. Akredite Laboratuvarı'nın verdiği rapor ile tedarikçilerin analiz sertifikaları karşılaştırılır. Uygun olan ham madde ve yardımcı malzemeler, stoklarımıza alınarak üretim için hazır hale getirilir.
- Üretim başlangıcında, üretim yapılacak olan makine parkurunun tüm aşamaları iş güvenliği ve üretim verimliliğini sağlamak için kontrol edilir.
- Üretimin başlamasıyla birlikte ilk çıkan üründen numune alınarak
- Akredite laboratuarımıza gönderilip kalite standartlarında belirtilen tüm kontroller yapılır. Yapılan testlerin olumlu sonuçlanmasıyla üretime devam edilmesi kararı alınır.
- Üretim süresince çıkan her ürün periyodik olarak kalite standartları gereği kontrol edilir.
- %100 güvenilirlikte, müşteri istekleri ve ilgili standartlar dahilindeki üretimi tamamlanmış ürünler, final kontrolleri yapıldıktan sonra stok sahasına sevk edilerek uygun depolama koşullarında, müşterimizin kullanımına sunulmaktadır.
- Ürünlerin izlenebilirliği için tüm ürünler, silinmeyecek şekilde lazer veya sıcak baskı yöntemiyle markalanmaktadır.
- Üretimin izlenebilirliği için kullanılan ham madde kayıtları, makine proses kayıtları, numune test sonuçları ve periyodik kontrol sonuçları kayıt altına alınıp kalite standartlarında belirtilen süreler boyunca saklanmaktadır.
Son teknoloji makinelerle, EKSTRÜZYON KORİGATÖR KALIPLAMALI olarak HDPE ham maddesiyle TS EN 13476-3 standardına uygun olarak 1000 mm çap dahil SN4 ve SN8 dayanımında üretilirler.
| Boru Çapı(mm) | Boru İç Çapı(Min. mm) | Boru Dış Çapı(Min.-Max. mm) |
|---|---|---|
| 100 | 97,5 | 110-112 |
| 150 | 148,9 | 165-170 |
| 200 | 198,9 | 225-230 |
| 300 | 297,9 | 335-345 |
| 400 | 397,2 | 445-455 |
| 500 | 488,6 | 555-565 |
| 600 | 588 | 675-685 |
| 800 | 785 | 900-910 |
| 1000 | 985 | 1150-1165 |
Drenaj sistemlerinde ESEN KORUGE BORU kalitesi ve sağlamlığı belirtilen bütün kullanma şartlarını sağlar.
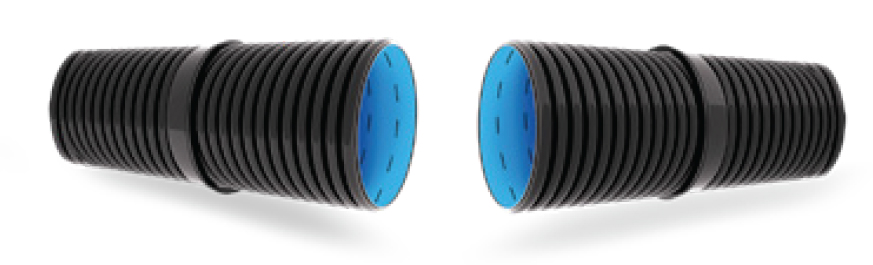
Esen Muf iks HDPE Koruge Borular; geliştirilmiş bağlantı yöntemi ile ilave bir mekanik dayanım sağlanmaktadır.
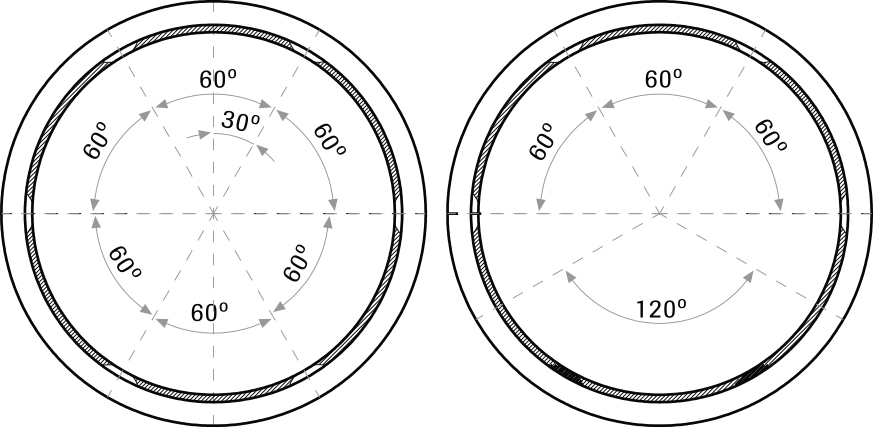
Üretim sonrası uygun hatve aralarına gelecek şekilde karşılıklı delikler açılmış olarak hazırlanan manşon/muf; sahada bağlantı işleminde iki boruyu birbirine bağlar.


Esen Muf iks HDPE Koruge Borular;
- Hendek dışı birleştirme işleminde boruların kanala indirilmesi işlemini kolaylaştırır; bağlantı noktalarının oynamasını ve ayrılmasını önler.
- Deprem ve heyelan gibi yer hareketleri sırasında Koruge Boruların bağlantı noktalarından ayrılmasını önler; hattın yekpare bir hal almasını sağlar.
- Trafik yükü gibi ani yükler karşısında bağlantı noktalarına ilave bir dayanım sağlar. Bağlantı noktalarında olabilecek açı değişikliklerinin önüne geçer.
Yağmur suyu, atık su ve kanalizasyon sistemlerinde kullanılan borulartoprak altına yerleştirildiklerinden dolayı, dış yüklere maruz kalırlar vherhangi bir hasara uğramadan bu yükleri taşımak zorundadırlar. Bu zorunluluk sebebi ile projelerde rijit borular ya da et kalınlığı fazla borular tercihine karşılık maliyeti ve birim ağırlığı düşük, yüksek dayanım sağlayan profilli boru üretimi geliştirilmiştir.
Esen HDPE Koruge Boruları iç ve dış olmak üzere 2 katmandan oluşurBu iki katman moleküler bağ ile bağlıdır. İç katman pürüzsüz yüzeye sahip olup, yüksek akış performansı sağlar iken, dış katman kaburgalı yapısı ile dış yüke dayanımı sağlar.
EKSTRÜZYON KORİGATÖR KALIPLAMALI üretilmiş çift katmanlı Esen HDPE Koruge Boruları;
- Esen Kalite ve Laboratuvar Biriminden onaylanmış olan 2 farklı renkteki (Dış Siyah – İç Açık Renk) ham madde ekstrüzyon kalıbından iki katmanlı formda çıkar.
- Bu iki katmanlı form çıkan ürün korigasyonun ters dizimine sahip bir dizi kalıp içine girer.
- Ters dizime sahip kalıpların kapanması sonrası içerde oluşturulan vakum ile dış katman kalıp içinde şekillenir ve kaburgalı yapısı oluşur.
- Kaburgalı yapının oluşumu ile birlikte soğutma işlemi gerçekleştirilerek ESEN HDPE Koruge Boru üretimi tamamlanır.
EKSTRÜZYON KORİGATÖR KALIPLAMALI yönteminin avantajları;
- Kapalı bir ortamda gerçekleşen şekillenme sürecinde ürünün dış ortamda oluşacak değişkenlerden etkilenme ihtimali yoktur.
- Ürün yekpare olarak üretilebilir.
- Ürün istenilen uzunlukta üretilebilmektedir.
| TS 12132 | DIN 16961 | DIN 16566 | CEN/TC 155WI 011 | TS EN 13476 - 3 |
|---|---|---|---|---|
| SR24=EI/r(kN/m2)2 | SN=EI/D2(kN/m2)2 | |||
| TİP 1 | 2 | - | - | - |
| TİP 2 | 4 | - | - | - |
| TİP 3 | 8 | - | - | - |
| TİP 4 | 16 | 16 | - | 2 |
| TİP 5 | 31,5 | 31,5 | 4 | 4 |
| - | - | - | 6,3 | - |
| TİP 6 | 63 | 63 | 8 | 8 |
| TİP 7 | 125 | 125 | 16 | 16 |
Halka (çember) rijitliği hesaplarında;
- DIN standartlarında SR24 (tip değeri) hesabında boru yarıçapınıalmaktadır.
- CEN ve EN Standartlarında ise SN hesabında boru çapını almaktadır.
Bu da SN ve SR24 arasındaki orandan (D/r)3 =8 oranını vermektedir.
Yani SR24 = 8 x SN’dir.